






Клепання

by Natalia
Artwork: Майстер виробничого навчання Московченко Вталій Васильович
- Joined Jan 2020
- Published Books 40
Copyright © 2021
Клепання
1.Порядок і техніка клепання
Нероз’ємне з’єднання може бути використано при розклеюванні окремих заклепок або елементів, що є на одному з деталей.
При розклепуванні деталей, що сполучаються, сильно відмінюються, внаслідок чого між ними застосовується тертя, що перетворює їх загальну зручність, у цьому випадку осідання заклепок до повного зоткнення їх головок з деталями.
Замикаючи головку можна використовувати за допомогою ударів (молоток) або тиску (на пресі). Для отримання якісної клепки та замінної голови використовуються спеціальні обтискачі, завдяки яким завдяки високій продуктивності забезпечується висока якість клепових з’єднань та можливість механізації та автоматизації цієї операції.
Для конструкцій більшості вузлів і блоків застосовують з’єднання заклепками при товщині матеріалів від десятих доль міліметра до 10 мм. Найширше використовують з’єднання частин конструкції завтовшки 0,5-2,5 мм.
Заклепки розрізняють за формою головки: напівкруглі: напівпотайні, потайні, плоскі і ін. Для простих конструкцій застосовують також порожнисті або підлозі порожнисті заклепки різних форм. Як матеріал для заклепок застосовують метали, що легко деформуються: алюміній і його сплави, латунь, мідь, низьковуглецеву сталь. Розміри заклепки визначаються її діаметром і довжиною. Діаметр заклепки й вибирається залежно від товщини S деталей, що сполучаються (d=2S).
Заклепувальні з’єднання після збірки деталей захищають спеціальними фарбами, емалями або лаками. Якщо заклепувальне з’єднання застосовується в струмопровідних елементах, після клепки його необхідно додатково пропоїти.
Вибір форми головок заклепок залежить від конструкції елементів, що сполучаються. Матеріал заклепок вибирають виходячи з призначення з’єднання, необхідної міцності і умов експлуатації зібраної металоконструкції.
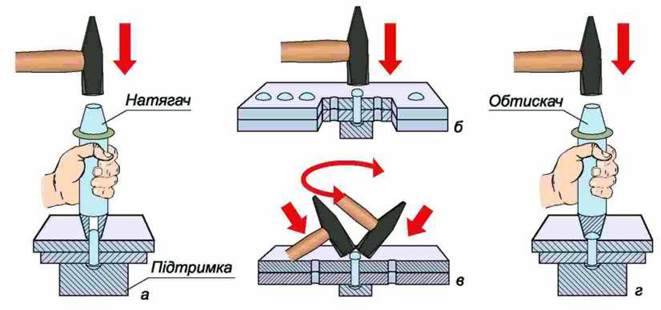
При ручній клепці застосовують слюсарні молотки з квадратним бойком, підтримки, обтискання, натяжки і чеканники. Масу молотка вибирають залежно від діаметр заклепки.
Підтримка є опорою при розклепуванні стрижня заклепок. Форма і розміри підтримки залежать від конструкції деталей, що склепуються, і діаметру стрижня заклепки, а також від вибраного методу клепки (прямий або зворотний). Підтримка повинна бути в 3…5 разів масивніше за молоток.
Обтискання служать для надання замикаючій головці заклепки після осідання необхідної форми. На одному кінці обтискання є поглиблення за формою головки заклепки.
Натяжка є борідок з отвором на кінці; вона застосовується для осадження листів.
Чеканник є слюсарним зубилом з плоскою робочою поверхнею і застосовується для створення герметичності заклепувального шва, замикаючої головки, що досягається обтисканням (підкарбовуванням), і краю листа.
По розрахунковому (наближеному) значенню підбирають найближче більше значення з числа довжин заклепок, передбачених стандартами.
Відстань від центру заклепок до краю листів, що склеплюються, складає 1,5 дня.
Залежно від діаметра заклепки відкриваються в списках (пакетах), що склеплюються, свердлять або пробівають. Діаметр отвору повинен бути більшим діаметром заклепок.
ВИКОРИСТАНІ ДЖЕРЕЛА ІНФОРМАЦІЇ
1.Державний стандарт професійно-технічної освіти.
ДСПТО 7233.2.І60059-2006
Професія-Слюсар з ремонту рухомого складу
Код-7233 Кваліфікація-3 розряд
2.Написання та оформлення методичних розробок. Методичні рекомендації /
Укладач Н.І.Бугай-К .: НМЦ ПТО Міністерства освіти та науки України, 2005.
3.Методичні рекомендації викладачів та майстра, Розглянуто та осмислено його засідання Методичної ради ЛПЛЗТ від 19.12.2008 року, протокол №4-ЛПЛЗТ.
4.М.І. Макієнко Загальний курс слюсарної справи.
Published: Mar 1, 2021
Latest Revision: Mar 1, 2021
Ourboox Unique Identifier: OB-1061642
Copyright © 2021
![]()
